ADD'N'GO
3D PRINTING SERVICES
- Direct Metal Laser Melting (DM LM)
- Binder Jet Printing (BJP)
- Fused Deposition Modeling (FDM)
- Digital Light Projection (DLP)
- Stereolithography (SLA)
ADDTEC3DM® is a service of Dura-Metal Products Corporation
Hours:
Large Selection of Engineering-Certified Materials
For all your metal and resin 3D printing needs, ADDTEC3DM™ can help you with our
ADD N' GO 3D Printing services. Choose from a variety of options for your 3D part and component printing needs. We offer quick delivery and efficient turnaround times for all printing projects, using only the highest quality parts.
Call us for a free quote today! We have over 50 years of precision-fabricated component manufacturing. We value our relationships with our clients with our partnership-focused approach. We hit the goals other transitional manufacturers can't meet!
DIRECT METAL LASER SINTERING(DMLS)
Metals: 316L, Aluminum, 17-4
Additive manufacturing method that uses laser sintering for the creation of >99% dense 3D objects in metal.
The process
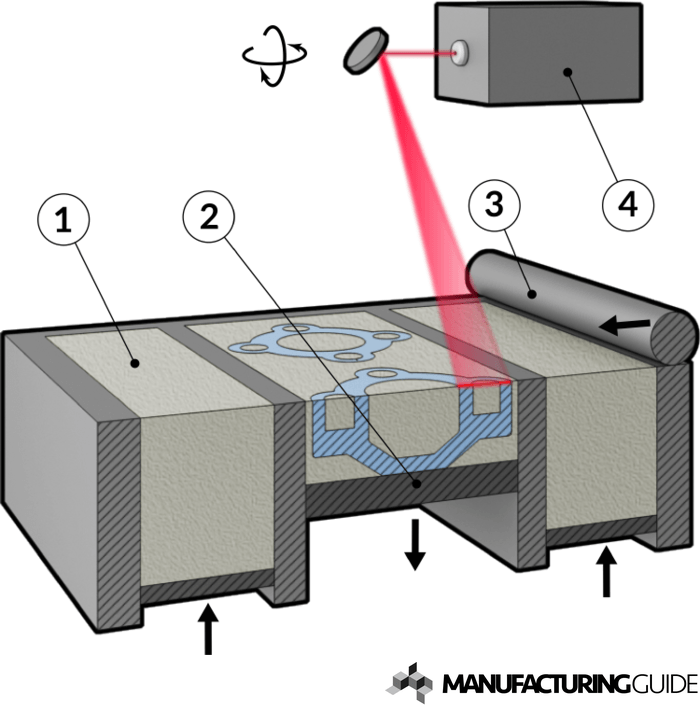
In DMLS manufacturing, the powder metal [1] is heated to just below its melting point and then spread into an even layer over the building platform [2] using a roller [3]. A pulsating laser [4] draws a cross section of a CAD model in the powder material, which causes the powder particles to adhere to each other by sintering. The building platform is then lowered down corresponding to a layer thickness, usually less than 0.1 mm.
The process is repeated until the model is completed. Non sintered powder material can be reused and unlike many other additive manufacturing methods, very little finishing work, such as grinding, is required.
MULTI-JET FUSION (MJF)
Composites: Nylon PA 12, Nylon PA11, TPU
Additive manufacturing where a powder is bonded and cured layer by layer to build a 3D-object.
The process
The detail is built on a platform [1] which is gradually lowered during the process. The powder is lifted [2] and spread over the work platform. In this case, it is done by a scraper [3] which distributes a powder layer with a thickness of 0.8 mm.
At the next stage of the process, two different liquids (agents) are applied through a print head [4] with a nozzle that covers the entire width of the work surface. This means that only one continuous passage is required to deposit the agents with a resolution of 1200dpi. The full width means that production time is not affected by the number of details or area on the cross section. Two passages may be used for increased precision.
One agent is a "Fusing Agent" applied to the cross section of the material where the material will merge and the other a "Detailing Agent" applied just outside the contour to support cooling.
The entire bed is then slowly cooled down to room temperature.
Finally, the excess material is vacuumed and reused. Normal post-processing is simple and fast blasting to remove rests of powder.
COLORED JET PRINTING (CJP)
Composites: Nylon PA12
Additive manufacturing method where a powder is bonded together using a binding agent. Like a color printer it can create millions of colors.
The process
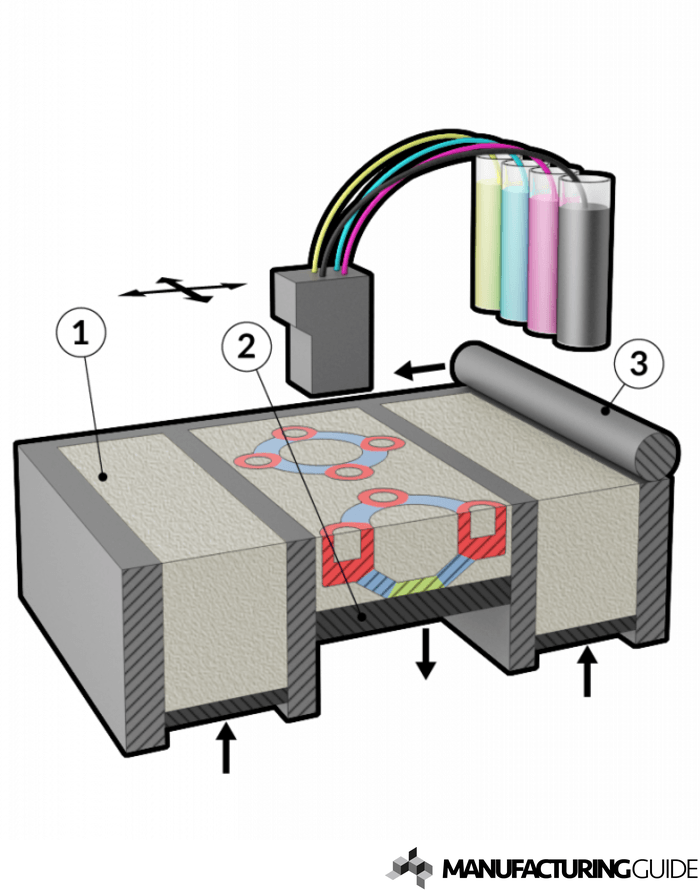
The base material in the form of a powder is spread in a thin layer over the building platform as the printer head deposits the colored binding agent according to the horizontal cross section of the detail.
The platform is then lowered and a new layer of powder is spread out and bonded. This is repeated until the finished detail is made.
As the system is similar to an inkjet printer, it can generate millions of colors and shades from base colors, thus creating three-dimensional full-color models.
BINDER JET PRINTING (BJP)
Metals: 316L, 17-4
Additive manufacturing where a powder is bound together layer by layer using a binder agent to create a 3D-object.
The process
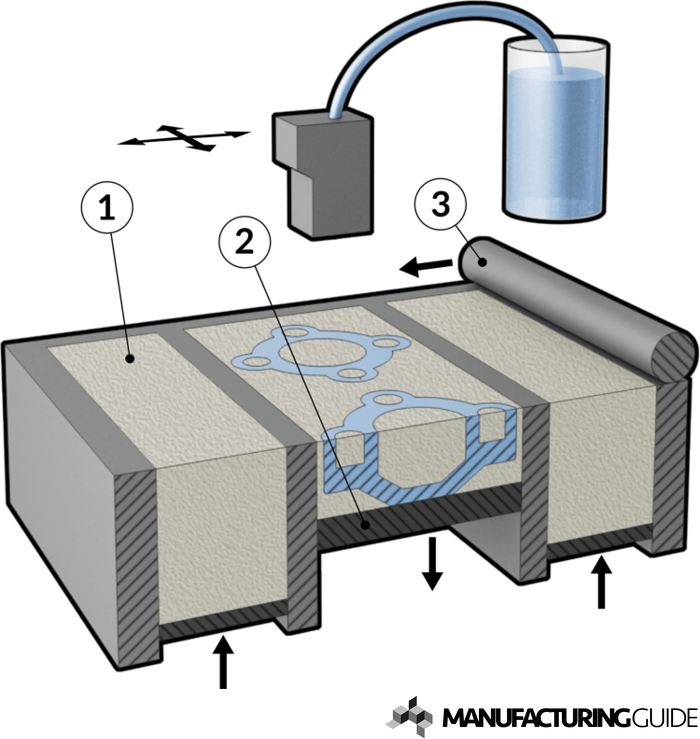
A powder material [1] is spread out in a thin and even layer on a building platform [2] using a roller [3]. A print head then applies a binder agent to the cross section of the detail to bind the powder. The process is repeated while the platform is lowered gradually. Thus building up a detail that depending on the binder and powder can be solid or porous.
Usually the part is prost processed by a curing process to create a solid detail that can be used for the intended application.
Metal powder-based binder jetting undergoes subsequent sintering to create a final solid detail.
FUSED DEPOSITION MODELING (FDM)
Composites: Onyx, Onyx FR, Onyx ESD, PLX, PET-CF15, Nylon White
Additive manufacturing method in which a detail is created layer by layer by melting a plastic wire and applying it through a heated nozzle.
The process
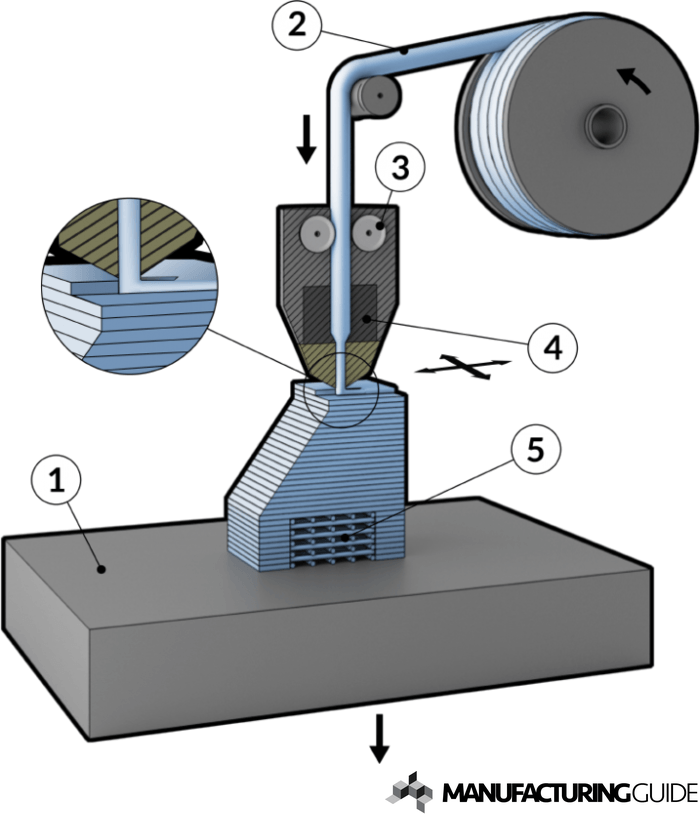
The product is formed on a mobile building platform [1]. A plastic wire [2] is fed through rollers [3] pushing the thread through a heated nozzle [4] where the wire is heated and then ejected from the nozzle at constant speed to build a cross section of the CAD model.
After each layer, the building platform is lowered and the next layer is added. If necessary, a supporting structure is also printed [5] to allow overhangs.
Post-processing in the form of removal of these support structures is required.

BOUND POWDER EXTRUSION (BPE)
Metals: 17-4, H13 Tool S teel, D2 Tool Steel, A2 Tool Steel, Inconel 625, Copper
Additive manufacturing method in a detail is created layer by layer by melting metal filament through a heated nozzle.
The process
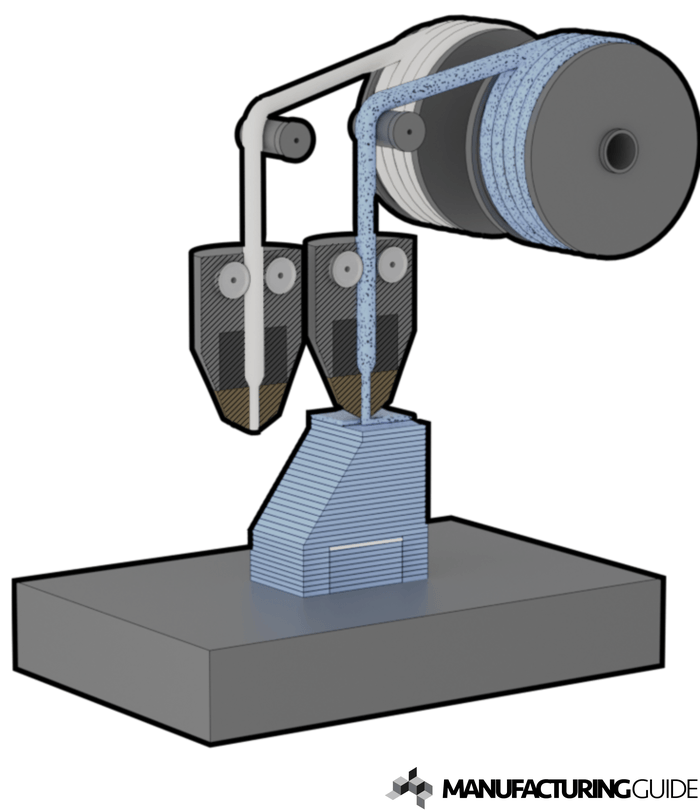
The part is printed one cross sectional layer at a time as bound metal powder is extruded through a heated nozzle. As the part is built upward, ceramic filament is extruded underneath overhangs to act as support and as a release agent post sinter. This allows the user to easily break the final part away from its supports. Parts are typically printed on top of what is referred to as a raft, this is a sacrificial plate (same material as the printed part) that allows for uniform shrink and reduction in drag during sinter.
After the part has been printed it will under-go a wash routine where the binding agent is removed from the 'brown' (pre-sintered part) part.
Post wash the part is then dried before moving to sinter.
The dried part can now be sintered to near full densiity and then broken away from its supports post-sinter. The parts show similar mechanical properties to wrought material and unlike any other metal printing process, BPE allows for light weighting through infill options.
STEREOLITHOGRAPHYY (SLA)
Additive manufacturing method in which an ultraviolet laser is used to solidify a liquid polymer layer by layer.
The process
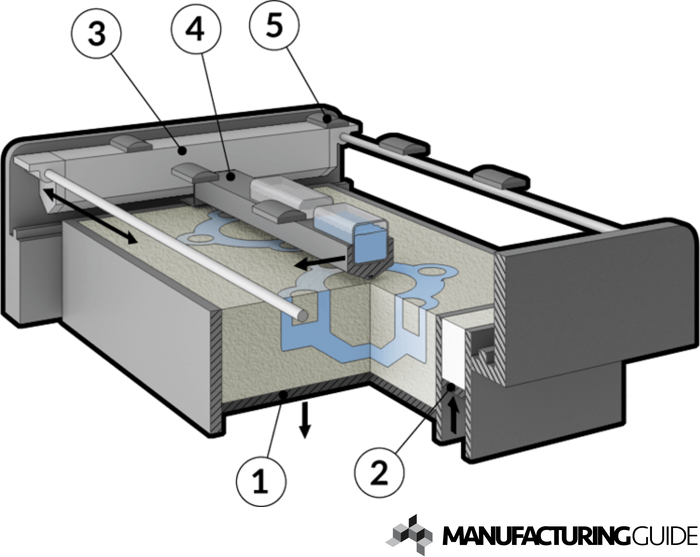
Objects are built in a tank filled with liquid photopolymer [1], which is a plastic which reacts to light. An adjustable building platform [2] is initially placed in its highest position, only covered by a thin layer of photopolymer. A movable mirror [3] controls the ultraviolet laser beam, and draw out the cross section of a CAD model on the platform, which solidifies the plastic.
The platform is lowered so that the previous layer is now covered by a new, thin layer of liquid. The laser beam solidifies a new layer which is then joined with the previous layer. Support structures can be created if needed, if the liquid cannot support the weight of the overhanging parts of the component.
The process is repeated until the object is completed and the finished part is usually cleaned by ultrasound and alcohol. Support structures are removed and the object is cured in a UV oven. Non solidified liquid can be recycled to produce new items.
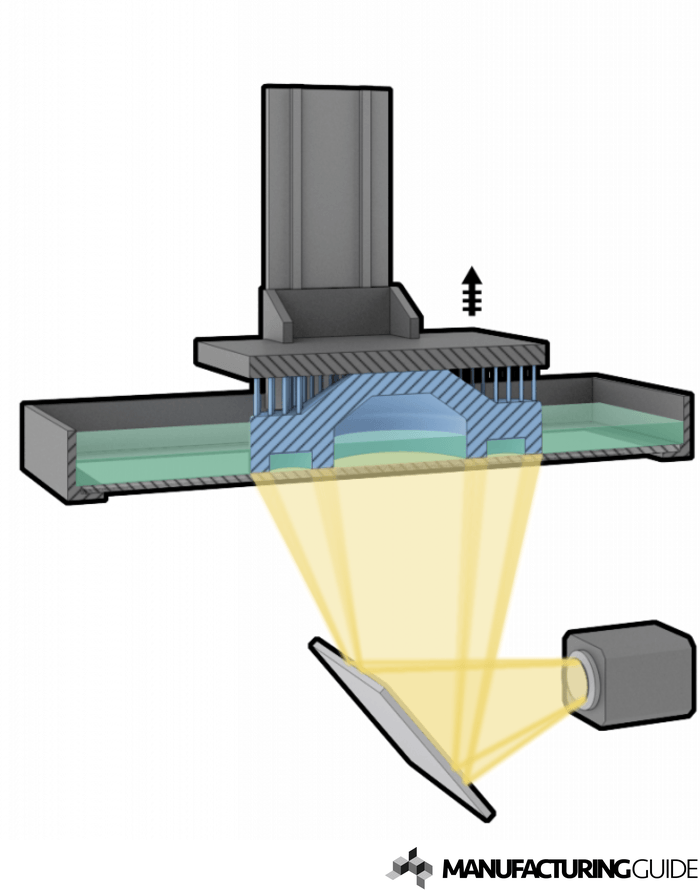
DIRECT LIGHT PROJECTION (DLP)
Composites: Pro Black 10, High Temp 300 Amber
Additive manufacturing method in which a digital projector is used to solidify a liquid polymer layer by layer to create a 3D-object
The process
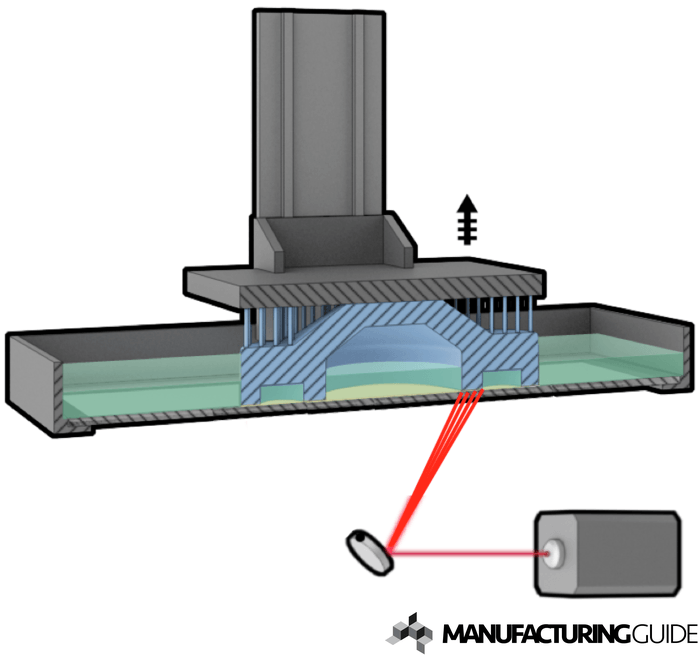
Objects are built in a shallow container with a transparent bottom filled with liquid photopolymer, which is a plastic that responds to light. An adjustable building platform is initially placed in its lowest position closest to the bottom of the container. A projector projects the cross section of the detail through the transparent base of the container, which solidifies a single layer of the photopolymer.
The platform with the solidified is then lifted so that a new thin layer of photopolymer is filled against the bottom of the vessel. The projection is repeated with a new cross section which builds on the previous cross section.
Support structures can be created if the fluid can not support the weight of the component's overhanging parts.
DIRECT METAL LASER SINTERING(DMLS)
Metals: 316L, Aluminum, 17-4
Additive manufacturing method that uses laser sintering for the creation of >99% dense 3D objects in metal.
The process
In DMLS manufacturing, the powder metal [1] is heated to just below its melting point and then spread into an even layer over the building platform [2] using a roller [3]. A pulsating laser [4] draws a cross section of a CAD model in the powder material, which causes the powder particles to adhere to each other by sintering. The building platform is then lowered down corresponding to a layer thickness, usually less than 0.1 mm.
The process is repeated until the model is completed. Non sintered powder material can be reused and unlike many other additive manufacturing methods, very little finishing work, such as grinding, is required.
MULTI-JET FUSION (MJF)
Composites: Nylon PA 12, Nylon PA11, TPU
Additive manufacturing where a powder is bonded and cured layer by layer to build a 3D-object.
The process
The detail is built on a platform [1] which is gradually lowered during the process. The powder is lifted [2] and spread over the work platform. In this case, it is done by a scraper [3] which distributes a powder layer with a thickness of 0.8 mm.
At the next stage of the process, two different liquids (agents) are applied through a print head [4] with a nozzle that covers the entire width of the work surface. This means that only one continuous passage is required to deposit the agents with a resolution of 1200dpi. The full width means that production time is not affected by the number of details or area on the cross section. Two passages may be used for increased precision.
One agent is a "Fusing Agent" applied to the cross section of the material where the material will merge and the other a "Detailing Agent" applied just outside the contour to support cooling.
The entire bed is then slowly cooled down to room temperature.
Finally, the excess material is vacuumed and reused. Normal post-processing is simple and fast blasting to remove rests of powder.
COLORED JET PRINTING (CJP)
Composites: Nylon PA12
Additive manufacturing method where a powder is bonded together using a binding agent. Like a color printer it can create millions of colors.
The process
The base material in the form of a powder is spread in a thin layer over the building platform as the printer head deposits the colored binding agent according to the horizontal cross section of the detail.
The platform is then lowered and a new layer of powder is spread out and bonded. This is repeated until the finished detail is made.
As the system is similar to an inkjet printer, it can generate millions of colors and shades from base colors, thus creating three-dimensional full-color models.
BINDER JET PRINTING (BJP)
Metals: 316L, 17-4
Additive manufacturing where a powder is bound together layer by layer using a binder agent to create a 3D-object.
The process
A powder material [1] is spread out in a thin and even layer on a building platform [2] using a roller [3]. A print head then applies a binder agent to the cross section of the detail to bind the powder. The process is repeated while the platform is lowered gradually. Thus building up a detail that depending on the binder and powder can be solid or porous.
Usually the part is prost processed by a curing process to create a solid detail that can be used for the intended application.
Metal powder-based binder jetting undergoes subsequent sintering to create a final solid detail.
FUSED DEPOSITION MODELING (FDM)
Composites: Onyx, Onyx FR, Onyx ESD, PLX, PET-CF15, Nylon White
Additive manufacturing method in which a detail is created layer by layer by melting a plastic wire and applying it through a heated nozzle.
The process
The product is formed on a mobile building platform [1]. A plastic wire [2] is fed through rollers [3] pushing the thread through a heated nozzle [4] where the wire is heated and then ejected from the nozzle at constant speed to build a cross section of the CAD model.
After each layer, the building platform is lowered and the next layer is added. If necessary, a supporting structure is also printed [5] to allow overhangs.
Post-processing in the form of removal of these support structures is required.
BOUND POWDER EXTRUSION (BPE)
Metals: 17-4, H13 Tool S teel, D2 Tool Steel, A2 Tool Steel, Inconel 625, Copper
Additive manufacturing method in a detail is created layer by layer by melting metal filament through a heated nozzle.
The process
The part is printed one cross sectional layer at a time as bound metal powder is extruded through a heated nozzle. As the part is built upward, ceramic filament is extruded underneath overhangs to act as support and as a release agent post sinter. This allows the user to easily break the final part away from its supports. Parts are typically printed on top of what is referred to as a raft, this is a sacrificial plate (same material as the printed part) that allows for uniform shrink and reduction in drag during sinter.
After the part has been printed it will under-go a wash routine where the binding agent is removed from the 'brown' (pre-sintered part) part.
Post wash the part is then dried before moving to sinter.
The dried part can now be sintered to near full densiity and then broken away from its supports post-sinter. The parts show similar mechanical properties to wrought material and unlike any other metal printing process, BPE allows for light weighting through infill options.
STEREOLITHOGRAPHYY (SLA)
Additive manufacturing method in which an ultraviolet laser is used to solidify a liquid polymer layer by layer.
The process
Objects are built in a tank filled with liquid photopolymer [1], which is a plastic which reacts to light. An adjustable building platform [2] is initially placed in its highest position, only covered by a thin layer of photopolymer. A movable mirror [3] controls the ultraviolet laser beam, and draw out the cross section of a CAD model on the platform, which solidifies the plastic.
The platform is lowered so that the previous layer is now covered by a new, thin layer of liquid. The laser beam solidifies a new layer which is then joined with the previous layer. Support structures can be created if needed, if the liquid cannot support the weight of the overhanging parts of the component.
The process is repeated until the object is completed and the finished part is usually cleaned by ultrasound and alcohol. Support structures are removed and the object is cured in a UV oven. Non solidified liquid can be recycled to produce new items.
DIRECT LIGHT PROJECTION (DLP)
Composites: Pro Black 10, High Temp 300 Amber
Additive manufacturing method in which a digital projector is used to solidify a liquid polymer layer by layer to create a 3D-object
The process
Objects are built in a shallow container with a transparent bottom filled with liquid photopolymer, which is a plastic that responds to light. An adjustable building platform is initially placed in its lowest position closest to the bottom of the container. A projector projects the cross section of the detail through the transparent base of the container, which solidifies a single layer of the photopolymer.
The platform with the solidified is then lifted so that a new thin layer of photopolymer is filled against the bottom of the vessel. The projection is repeated with a new cross section which builds on the previous cross section.
Support structures can be created if the fluid can not support the weight of the component's overhanging parts.
DIRECT METAL LASER SINTERING(DMLS)
Metals: 316L, Aluminum, 17-4
Additive manufacturing method that uses laser sintering for the creation of >99% dense 3D objects in metal.
The process
In DMLS manufacturing, the powder metal [1] is heated to just below its melting point and then spread into an even layer over the building platform [2] using a roller [3]. A pulsating laser [4] draws a cross section of a CAD model in the powder material, which causes the powder particles to adhere to each other by sintering. The building platform is then lowered down corresponding to a layer thickness, usually less than 0.1 mm.
The process is repeated until the model is completed. Non sintered powder material can be reused and unlike many other additive manufacturing methods, very little finishing work, such as grinding, is required.
MULTI-JET FUSION (MJF)
Composites: Nylon PA 12, Nylon PA11, TPU
Additive manufacturing where a powder is bonded and cured layer by layer to build a 3D-object.
The process
The detail is built on a platform [1] which is gradually lowered during the process. The powder is lifted [2] and spread over the work platform. In this case, it is done by a scraper [3] which distributes a powder layer with a thickness of 0.8 mm.
At the next stage of the process, two different liquids (agents) are applied through a print head [4] with a nozzle that covers the entire width of the work surface. This means that only one continuous passage is required to deposit the agents with a resolution of 1200dpi. The full width means that production time is not affected by the number of details or area on the cross section. Two passages may be used for increased precision.
One agent is a "Fusing Agent" applied to the cross section of the material where the material will merge and the other a "Detailing Agent" applied just outside the contour to support cooling.
The entire bed is then slowly cooled down to room temperature.
Finally, the excess material is vacuumed and reused. Normal post-processing is simple and fast blasting to remove rests of powder.
COLORED JET PRINTING (CJP)
Composites: Nylon PA12
Additive manufacturing method where a powder is bonded together using a binding agent. Like a color printer it can create millions of colors.
The process
The base material in the form of a powder is spread in a thin layer over the building platform as the printer head deposits the colored binding agent according to the horizontal cross section of the detail.
The platform is then lowered and a new layer of powder is spread out and bonded. This is repeated until the finished detail is made.
As the system is similar to an inkjet printer, it can generate millions of colors and shades from base colors, thus creating three-dimensional full-color models.
BINDER JET PRINTING (BJP)
Metals: 316L, 17-4
Additive manufacturing where a powder is bound together layer by layer using a binder agent to create a 3D-object.
The process
A powder material [1] is spread out in a thin and even layer on a building platform [2] using a roller [3]. A print head then applies a binder agent to the cross section of the detail to bind the powder. The process is repeated while the platform is lowered gradually. Thus building up a detail that depending on the binder and powder can be solid or porous.
Usually the part is prost processed by a curing process to create a solid detail that can be used for the intended application.
Metal powder-based binder jetting undergoes subsequent sintering to create a final solid detail.
FUSED DEPOSITION MODELING (FDM)
Composites: Onyx, Onyx FR, Onyx ESD, PLX, PET-CF15, Nylon White
Additive manufacturing method in which a detail is created layer by layer by melting a plastic wire and applying it through a heated nozzle.
The process
The product is formed on a mobile building platform [1]. A plastic wire [2] is fed through rollers [3] pushing the thread through a heated nozzle [4] where the wire is heated and then ejected from the nozzle at constant speed to build a cross section of the CAD model.
After each layer, the building platform is lowered and the next layer is added. If necessary, a supporting structure is also printed [5] to allow overhangs.
Post-processing in the form of removal of these support structures is required.
BOUND POWDER EXTRUSION (BPE)
Metals: 17-4, H13 Tool S teel, D2 Tool Steel, A2 Tool Steel, Inconel 625, Copper
Additive manufacturing method in a detail is created layer by layer by melting metal filament through a heated nozzle.
The process
The part is printed one cross sectional layer at a time as bound metal powder is extruded through a heated nozzle. As the part is built upward, ceramic filament is extruded underneath overhangs to act as support and as a release agent post sinter. This allows the user to easily break the final part away from its supports. Parts are typically printed on top of what is referred to as a raft, this is a sacrificial plate (same material as the printed part) that allows for uniform shrink and reduction in drag during sinter.
After the part has been printed it will under-go a wash routine where the binding agent is removed from the 'brown' (pre-sintered part) part.
Post wash the part is then dried before moving to sinter.
The dried part can now be sintered to near full densiity and then broken away from its supports post-sinter. The parts show similar mechanical properties to wrought material and unlike any other metal printing process, BPE allows for light weighting through infill options.
STEREOLITHOGRAPHYY (SLA)
Additive manufacturing method in which an ultraviolet laser is used to solidify a liquid polymer layer by layer.
The process
Objects are built in a tank filled with liquid photopolymer [1], which is a plastic which reacts to light. An adjustable building platform [2] is initially placed in its highest position, only covered by a thin layer of photopolymer. A movable mirror [3] controls the ultraviolet laser beam, and draw out the cross section of a CAD model on the platform, which solidifies the plastic.
The platform is lowered so that the previous layer is now covered by a new, thin layer of liquid. The laser beam solidifies a new layer which is then joined with the previous layer. Support structures can be created if needed, if the liquid cannot support the weight of the overhanging parts of the component.
The process is repeated until the object is completed and the finished part is usually cleaned by ultrasound and alcohol. Support structures are removed and the object is cured in a UV oven. Non solidified liquid can be recycled to produce new items.
DIRECT LIGHT PROJECTION (DLP)
Composites: Pro Black 10, High Temp 300 Amber
Additive manufacturing method in which a digital projector is used to solidify a liquid polymer layer by layer to create a 3D-object
The process
Objects are built in a shallow container with a transparent bottom filled with liquid photopolymer, which is a plastic that responds to light. An adjustable building platform is initially placed in its lowest position closest to the bottom of the container. A projector projects the cross section of the detail through the transparent base of the container, which solidifies a single layer of the photopolymer.
The platform with the solidified is then lifted so that a new thin layer of photopolymer is filled against the bottom of the vessel. The projection is repeated with a new cross section which builds on the previous cross section.
Support structures can be created if the fluid can not support the weight of the component's overhanging parts.
ADDTEC3DM® is a trademark for the exclusive use of Dura-Metal Products Corporation.